

影響定制板式家具衣柜櫥柜封邊效果的因素有哪些?
發布時間: 2019-11-01 15:28:37 瀏覽次數:31次 作者:濟南云雕數控開料機
封邊是定制(zhi)板(ban)式家(jia)具(ju)衣柜(ju)櫥(chu)柜(ju)必須要進行的(de)一道制(zhi)作工序(xu),經過板(ban)式家(jia)具(ju)開(kai)(kai)料(liao)機(ji)(ji)(ji)、定制(zhi)家(jia)具(ju)開(kai)(kai)料(liao)機(ji)(ji)(ji)、數控(kong)開(kai)(kai)料(liao)機(ji)(ji)(ji)、衣柜(ju)開(kai)(kai)料(liao)機(ji)(ji)(ji)、櫥(chu)柜(ju)開(kai)(kai)料(liao)機(ji)(ji)(ji)切(qie)割開(kai)(kai)料(liao)、銑(xian)槽、打孔(kong)之后,再由封邊機(ji)(ji)(ji)進行封邊,然后再由數控(kong)側(ce)孔(kong)機(ji)(ji)(ji)打水平(ping)孔(kong),這(zhe)樣就完(wan)成了(le)整個衣柜(ju)櫥(chu)柜(ju)的(de)制(zhi)作。
今(jin)天(tian)咱們一起來看看影響定制板式家具衣柜櫥柜封邊(bian)效果(guo)的因(yin)素(su)有哪些。
室內溫度及機器溫度
在北方的一些家具企業中,冬季封邊時易產生封不上或封邊強度較低的現象,這主要因為北方的車間溫度一般在15℃左右。由于基材的體積較大,在通過封邊機時,基材的溫度不能迅速提高,而封邊條可在瞬間達到封邊機膠輥的溫度,封邊時封邊材料和零部件的材料熱脹冷縮系數差距較大,封邊材料和零部件加熱溫度也不一樣,使兩種材料熱脹率不同,當冷卻時,收縮也不一樣。當收縮力大于封邊時的膠接力時,導致封邊條脫落。因此板式家具開料機、定制家具開料機、數控開料機、衣柜開料機、櫥柜開料機小編建議室內溫度要控制在18℃以上。必要時可在封邊前對零部件進行預熱。(可在封邊機前加一段電熱器)

機器溫度。
現在幾乎所有(you)的封邊機(ji)都具有(you)溫度(du)(du)顯(xian)示功能(neng),封邊機(ji)顯(xian)示器(qi)的溫度(du)(du)必須等于(yu)或大(da)于(yu)(一般可(ke)大(da)于(yu)5℃)熱熔(rong)膠(jiao)完(wan)全熔(rong)化的溫度(du)(du)。如果(guo)采(cai)用(yong)高溫熱熔(rong)膠(jiao),機(ji)器(qi)溫度(du)(du)應(ying)控制(zhi)在180-210℃之(zhi)間。
進料速度。
現代自動(dong)(dong)封(feng)邊機(ji)(ji)(ji)的(de)進料(liao)(liao)速度(du)為(wei)18-24m/min,有一些自動(dong)(dong)封(feng)邊機(ji)(ji)(ji)的(de)進料(liao)(liao)速度(du)可達到120m/min,而手動(dong)(dong)的(de)曲線封(feng)邊機(ji)(ji)(ji)的(de)進料(liao)(liao)速度(du)為(wei)4-9m/min。自動(dong)(dong)封(feng)邊機(ji)(ji)(ji)的(de)進料(liao)(liao)速度(du)可以(yi)根據(ju)封(feng)邊強度(du)、封(feng)邊條的(de)厚(hou)度(du)來(lai)調(diao)整。
封邊壓力。
自(zi)動(dong)直(zhi)線封(feng)(feng)(feng)邊(bian)機和軟成形(xing)封(feng)(feng)(feng)邊(bian)機的(de)(de)(de)加(jia)(jia)壓(ya)方(fang)式(shi)(shi)不同,但是原理是一致的(de)(de)(de),熱熔膠是需要(yao)快速(su)膠合的(de)(de)(de)膠種(zhong),其(qi)膠合壓(ya)力應根據使用封(feng)(feng)(feng)邊(bian)材(cai)料的(de)(de)(de)種(zhong)類、厚度(du)及基材(cai)的(de)(de)(de)材(cai)質(zhi)決定(ding)(ding)。對于自(zi)動(dong)直(zhi)線封(feng)(feng)(feng)邊(bian)機通常采用氣壓(ya)方(fang)式(shi)(shi)加(jia)(jia)壓(ya),壓(ya)力一般取0.3-0.5MPa,軟成形(xing)封(feng)(feng)(feng)邊(bian)機因壓(ya)料輥的(de)(de)(de)形(xing)式(shi)(shi)與自(zi)動(dong)直(zhi)線封(feng)(feng)(feng)邊(bian)機略有區別,除了采用一定(ding)(ding)壓(ya)力外,板式(shi)(shi)家(jia)(jia)具開(kai)料機、定(ding)(ding)制家(jia)(jia)具開(kai)料機、數控開(kai)料機、衣柜(ju)開(kai)料機、櫥(chu)柜(ju)開(kai)料機小(xiao)編提(ti)醒大家(jia)(jia)還要(yao)考慮每個小(xiao)壓(ya)輥彈簧壓(ya)力的(de)(de)(de)影響。
修邊和齊端質量。
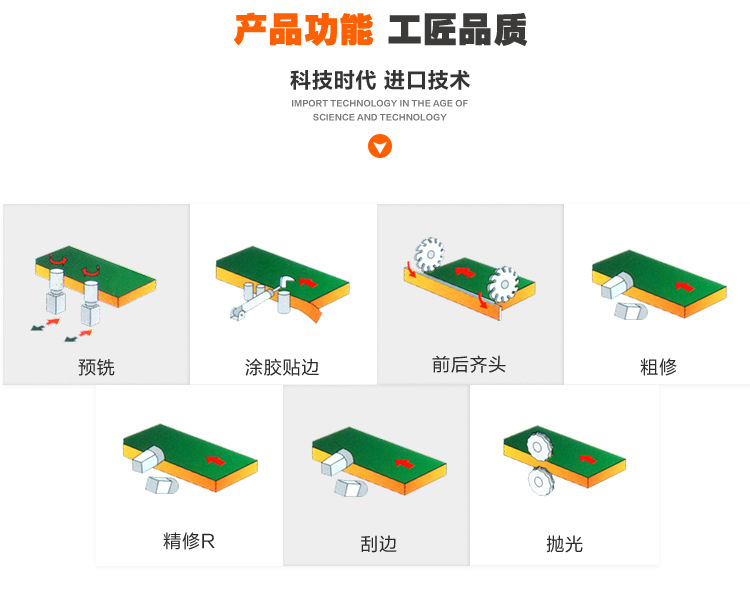
現(xian)代直線封(feng)邊機由于加工(gong)的需要,在通過封(feng)邊機壓輥后(hou),常(chang)配(pei)(pei)有前(qian)后(hou)齊端(duan)、上(shang)、下(xia)粗修和精(jing)修,跟蹤上(shang)、下(xia)修圓角,砂(sha)光、鏟刮和拋光等裝(zhuang)(zhuang)置。現(xian)代自(zi)動(dong)軟(ruan)(ruan)成形(xing)封(feng)邊機除以(yi)上(shang)的配(pei)(pei)置外(wai),有些還配(pei)(pei)有銑邊形(xing)和軟(ruan)(ruan)成形(xing)壓輥裝(zhuang)(zhuang)置。在生產中企業常(chang)常(chang)忽略的一些問題是:
齊端鋸、修邊(bian)(bian)(bian)(bian)(bian)銑刀(dao)(dao)的(de)(de)(de)(de)(de)變鈍問題。這直接影響齊端和修邊(bian)(bian)(bian)(bian)(bian)質量,特別是在(zai)(zai)修邊(bian)(bian)(bian)(bian)(bian)時(shi)(shi),因封邊(bian)(bian)(bian)(bian)(bian)機(ji)可修邊(bian)(bian)(bian)(bian)(bian)的(de)(de)(de)(de)(de)倒角為0°-30°,而實際生(sheng)產中常常選擇的(de)(de)(de)(de)(de)修邊(bian)(bian)(bian)(bian)(bian)角度(du)(du)為20°,刃具(ju)不鋒利將導致修邊(bian)(bian)(bian)(bian)(bian)的(de)(de)(de)(de)(de)表(biao)面粗(cu)糙(cao)度(du)(du)值增大。同(tong)時(shi)(shi),修邊(bian)(bian)(bian)(bian)(bian)時(shi)(shi)刃具(ju)的(de)(de)(de)(de)(de)切削力(li)與(yu)工(gong)件(jian)移(yi)動時(shi)(shi)產生(sheng)了一個(ge)向(xiang)外的(de)(de)(de)(de)(de)斜(xie)下或(huo)向(xiang)外的(de)(de)(de)(de)(de)斜(xie)上方(fang)的(de)(de)(de)(de)(de)合力(li),此力(li)會消弱封邊(bian)(bian)(bian)(bian)(bian)條與(yu)被膠接工(gong)件(jian)的(de)(de)(de)(de)(de)強度(du)(du)。有些企業在(zai)(zai)購買封邊(bian)(bian)(bian)(bian)(bian)機(ji)后不知道(dao)可以(yi)刃磨此刃具(ju),以(yi)至于(yu)從沒有刃磨過。刃具(ju)的(de)(de)(de)(de)(de)刃磨方(fang)法同(tong)其他同(tong)類型刃具(ju)刃磨方(fang)法一致。對(dui)于(yu)采用(yong)快換刀(dao)(dao)頭、刀(dao)(dao)片的(de)(de)(de)(de)(de)齊端鋸、修邊(bian)(bian)(bian)(bian)(bian)銑刀(dao)(dao)是不能刃磨的(de)(de)(de)(de)(de),要定(ding)期進行更(geng)換。
與(yu)齊(qi)端鋸、修邊(bian)銑(xian)刀同軸的跟蹤導(dao)向(xiang)輪同軸不(bu)高或(huo)加在(zai)刀軸上的壓力不(bu)足,導(dao)致齊(qi)端、修邊(bian)高低(di)不(bu)平(ping),質量(liang)不(bu)高。
影響定制板式家具衣柜櫥柜封邊效果的因素有哪些,歡迎咨詢云雕數控開料機設備廠家//obkbb.cn。